关键词:泰立注塑机;泰立机械;注塑机;提高利润空间;高效稳定;PP补缩方法
注塑产品的流道一般分为冷流道和热流道,其中冷流道的模具具有成本低、材料适应性好等优点,其市场占有率远远超过热流道模具。
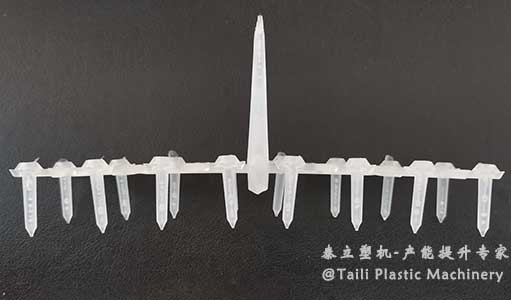
前几天,泰立塑机去金华的张先生工厂做了回访,看到他的调机师傅正满头大汗地调整塑料件的缩水工艺。我们捡起他的冷流道的料头看了看,发现其中有好多大秘密。
张先生的产品是1出16的家用产品。显而易见,冷流道的浇口处有很多小气泡。对于PP材料而言,这种小气泡一般是由于缩水产生的,即注塑机注射末端,保压压力无法顺利传达,从而导致气泡产生。可以预见的是,产品表面生产的缩水痕会非常严重,而这也是调机师傅调的辛苦的原因。
PP材料制品调整缩水工艺的思路如下:
一、模具进胶口
条件允许的情况下,尽量将模具进胶口扩大。这样有利于在注射末端,即第三段或者保压过程中,保证注射压力能够顺利传达到产品上,从而防止产品的缩水。
二、提高注射响应速度
可以在料头处减小注射速度,加大充模时的注射速度,保证在充模结束时,产品内部流体仍然是流动的,这样可以加大产品的补缩力度。
三、减少料温
一般由于成本限制,PP类产品很少使用模温机。所以在条件允许即满足产品柔韧性、物理强度的要求下,尽量选择流动性高的原材料,并在注射工艺上降低料温,保持产品的外表面和内部流体同时冷却,有利于降低缩水的程度。
经过以上三步走,张先生工厂的大难题得到了解决,调机师傅也大大地松了口气!
泰立注塑机一直认为,好的注塑机厂家应该能够帮助客户提升产能,提高利润,帮助客户形成相对于同行的技术门槛。这也是我们一直在做的事情。
搜索“泰立注塑机”,获得更多干货内容,助您产能翻倍,利润翻倍。 |
 英文版
英文版